Строительная арматура - применение и тенденции развития
Строительная арматура - применение и тенденции развития
Основной вид арматуры для производства железобетона в строительной индустрии СССР до 90-х годов прошлого века был освоен на металлургических заводах по ГОСТ 5781. Этот арматурный профиль (рис. 1, а) прокатывается с нанесением рифления на поверхность круглого сердечника и имеет кольцевые поперечные ребра, пересекающиеся с продольными ребрами.

С 1990 года многие металлургические заводы стран СНГ, производящие арматурный прокат для строительства, начали массовое освоение зарубежных рынков сбыта своей продукции, ориентируясь при этом на требования стандартов стран-покупателей арматурной стали. Основные производители арматуры в СНГ перешли на выпуск нового проката с периодическим профилем европейского образца по СТО АСЧМ 7-93 и ГОСТ 1088-94 (рис. 1, б). В странах Европы и СНГ серповидный профиль широко используется и выполняется согласно нормам EN-10080-1 (1998). Как видно на рисунке, арматура отличается по внешнему виду прежде всего тем, что в профиле европейского образца серповидные выступы не пересекаются с продольными ребрами. Анализ многочисленных исследований по обоснованию геометрических параметров профилей кольцевого по ГОСТ 5781 и серповидного по СТО АСЧМ 7-93 показал, что как тот, так и другой имеют свои достоинства и недостатки, к сожалению, зачастую взаимоисключающие друг друга.
В кольцевом профиле по ГОСТ 5781 наличие концентраторов напряжений в местах пересечений поперечных ребер с продольными является одной из основных причин снижения прочностных характеристик. При динамических нагрузках в бетоне в случае возникновения в месте пересечения ребер трещины она распространяется по линии поперечного ребра (по кольцу), и при достижении критического размера происходит разрыв находящегося под нагрузкой стержня. По сравнению с кольцевым серповидный профиль способствует формированию более высоких (выше на 4-8%) прочностных и пластических свойств при прокатке, не имеет концентраторов напряжений в виде пересечений, однако имеет худшие показатели, характеризующие прочность и жесткость сцепления с бетоном.
Многочисленными исследованиями доказано, что в массивных конструкциях с большой толщиной защитного слоя бетона экономически целесообразно применять кольцевой профиль из-за его высокой анкерующей способности. В конструкциях тонкостенных, особенно предварительно напряженных, объективно применение арматуры серповидного профиля для обеспечения высокой степени их эксплуатационной надежности.
В 2002 году руководителем Центра проектирования и экспертизы НИИЖБ (Москва) И.Н. Тихоновым было найдено оригинальное компромиссное решение, которое позволяет в основном разрешить противоречия между профилями по ГОСТ 5781 и СТО АСЧМ 7-93.
Новый арматурный профиль по своей конструкции и взаимодействию с бетоном выгодно отличается от кольцевого и серповидного главным образом из-за чередования по длине стержня вершин смежных серповидных поперечных ребер во взаимно перпендикулярных осевых плоскостях (рис. 1, в). Он обеспечивает высокую жесткость и прочность сцепления при низкой распорности в бетоне.
Опытная стержневая арматура с новым видом профиля впервые была прокатана на Белорусском металлургическом заводе в 2003 году и в настоящее время исследуется на опытно-промышленных партиях на заводах ЖБИ России.
На рис. 2 показаны виды нового профиля и обозначены площади участков поперечных ребер, участвующих в сопротивлении его выдергиванию из бетона.
При сопоставлении с сопротивлением поперечных ребер европейского профиля с равным шагом их расположения по длине с и одинаковой высотой ребра h очевидно, что жесткость и прочность сцепления нового профиля с бетоном увеличивается за счет участия площадей F1, расположенных равномерно по периметру стержня с шагом с/2, F2 и F3 c шагами, равными с, смещенных по длине стержня относительно друг друга на величину, равную с/2, и расположенных с вершинами во взаимно перпендикулярных осевых плоскостях. В данном случае распорность стержня при той же нагрузке уменьшается практически в два раза из-за перераспределения ее за счет дополнительных поперечных ребер на другую взаимно перпендикулярную осевую плоскость. Из рис. 2 видно, что по прочности сцепления с бетоном арматура с этим профилем имеет преимущества перед арматурой с серповидным и кольцевым профилями. Как показали результаты опытов, при fR ? 0,075 арматура с новым профилем не уступает по жесткости арматуре с кольцевым профилем и превышает по данному показателю арматуру серповидного профиля.

Следует заметить, что в 1990 году под руководством И.Н. Тихонова создана конструкция арматурного профиля, которая была впервые прокатана на Белорусском металлургическом заводе и запатентована в Беларуси (патент №776 "Арматурный стержень периодического профиля" с приоритетом 06.12.1993). В настоящее время этот профиль осваивается на РУП БМЗ в виде термомеханически упрочненного арматурного профиля мелких диаметров в бунтах. Вид профиля показан на рис. 3.
Таким образом, по внешнему виду арматурный профиль, произведенный способом горячей прокатки, сегодня можно подразделить на кольцевой, серповидный, смешанный (новый) и трефовый (четырехсторонний).
Европейский серповидный профиль (рис. 1, б) по EN-10080-1 и DIN 488 может иметь варианты исполнения, которые отличаются шагом, углом наклона серповидных выступов по отношению друг к другу.
По физико-механическим свойствам и другим показателям качества строительная арматура подразделяется на классы прочности. Поскольку она используется для производства ответственных строительных деталей и конструкций и потребление металла на 1м3 железобетона составляет в среднем 70 кг, или 10-25% от стоимости железобетона, к ней предъявляются весьма жесткие требования, а именно:
- высокие прочностные и пластические механические свойства;
- прочность и жесткость сцепления с бетоном;
- низкая распорность в бетоне;
- хорошая свариваемость;
- коррозионная стойкость и усталостная прочность.
 арматурный профиль")
Прочность и жесткость сцепления арматуры с бетоном и другими материалами, а также ее распорность в бетоне во многом определяются видом и геометрическими параметрами профиля поверхности арматурного стержня, а также свойствами бетона и технологическими параметрами его укладки. Выпуская продукцию по собственным техническим условиям, большинство заводов стремятся к унификации, ориентируясь на СТО АСЧМ 7-93 "Прокат периодического профиля из арматурной стали". Этот нормативный документ распространяется на классы А400С, А500С, А600С - стержневую и бунтовую арматуру, производимую как:
- горячекатаную без последующей обработки;
- термомеханически упрочненную в потоке станов;
- механически упрочненную в холодном состоянии.
Механические свойства и свариваемость арматурной стали зависят от ее химического состава (горячекатаная арматура) и способа упрочнения (термомеханическая или термическая обработка, холодная деформация). Механические свойства, химический состав, способы прокатки и упрочнения, параметры и вид профиля в той или иной степени определяют коррозионную стойкость и усталостную прочность арматуры.
Металлургические заводы стран СНГ производят строительную арматуру диаметром от 6 до 40 мм и пределом текучести от 235 до 1200 Н/мм2. Поставка арматуры осуществляется в бунтах и прутках мерной и немерной длины. В зависимости от механических свойств арматуру делят на классы: горячекатаную А-I - A-VI (старое обозначение) или с указанием предела текучести (в новой редакции) А240 - А1000, термомеханически или термически упрочненную Aт-IIIC - Aт-VII или Aт400 - Aт1200.
Эффективность использования железобетонных конструкций в значительной степени зависит от потребительских характеристик арматуры. Так, применение термомеханически упрочненного проката с прочностью 500-1200 Н/мм2 за счет снижения расходных коэффициентов позволяет повысить эффективность использования металла на 15-35%. Подсчитано, например, что использование 500 тыс. т в год такого проката дает экономию 169,5 млн кВт/ч электроэнергии, или 37 тыс. т условного топлива.
Рассмотрим эксплуатационные характеристики арматуры по механическим свойствам (табл. 1). В горячекатаной арматурной стали по ГОСТ 5781 требуемые механические свойства обеспечиваются химическим составом стали. С этой целью используются не только углеродистые стали 3-5сп, но и стали, легированные марганцем и кремнием 35ГС, 25Г2С, а также более прочные стали, легированные хромом и титаном, - 23Х2Г2Т, 23Х2Г2Ц.
Таблица 1
Механические характеристики горячекатаной арматуры
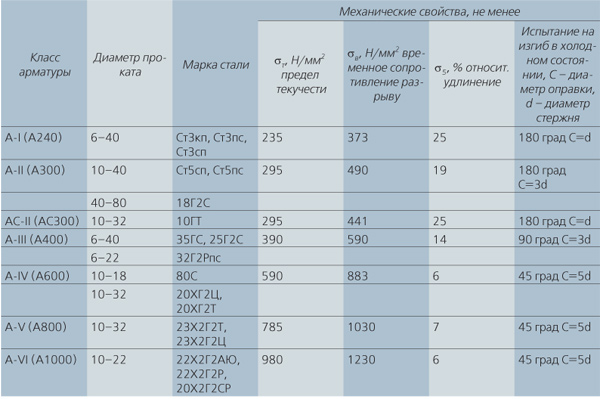
Арматурная сталь подразделяется на классы в зависимости от минимального значения предела текучести (Н/мм2) и эксплуатационных характеристик (С - свариваемая, К - стойкая против коррозионного растрескивания под напряжением). Свариваемость проката обеспечивается технологией производства и химическим составом стали, из которой он изготовлен. Величина углеродного эквивалента (Сэ) для свариваемого арматурного проката класса А400 должна быть в пределах 0,3-0,52%, для класса А500 - в пределах 0,35-0,52% и 0,4-0,65% - для класса А600.
Арматурную сталь классов А-I(А240)- А-IV(А600) производят горячекатаной, класса А-V(А800) - с низкотемпературным отпуском, класса А-VI (А1000) - с низкотемпературным отпуском или термической обработкой в потоке прокатного стана.
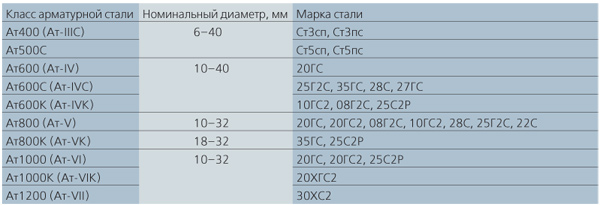
Для армирования железобетонных конструкций в соответствии с ГОСТ 10884 изготавливают термомеханически или термически упрочненную арматуру Ж 10-40 мм из углеродистых и низколегированных сталей, марки и режимы термического упрочнения которых выбираются заводом-изготовителем. Арматурную сталь изготавливают 6 классов (см. табл. 2).
Таблица 2
Термически упрочненная арматура по ГОСТ 10884
Наиболее часто используется арматура Ат800 (Ат-V) Ж10-14 мм. Крупнейшие поставщики термически упрочненной арматуры - "Северсталь" (Ж14 мм), ЗСМК (Ж12-18 мм), РУП БМЗ (Ж15-32 мм). Термомеханически упрочненная арматура для преднапряженных конструкций по ГОСТ 10884 производится только мерной длины, обычно 6,8 и 7,5 м. Эта арматура предназначена для изготовления преднапряженных плит-перекрытий.
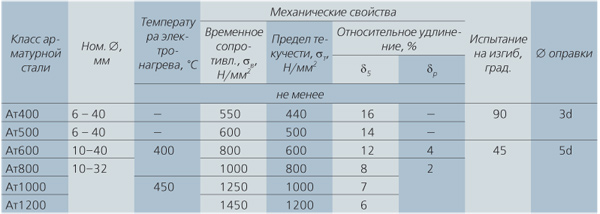
Механические свойства термически упрочненной арматурной стали различных классов, в том числе свариваемой и стойкой против коррозионного растрескивания под напряжением, до и после электронагрева, а также результаты испытания на изгиб должны соответствовать требованиям, приведенным в табл. 3.
Таблица 3
Механические свойства термически упрочненной арматурной стали
Арматура для железобетонных конструкций Ж 6-12 мм поставляется в бунтах массой от 500 до 2000 кг. Как правило, это арматура класса А-I и А-III. В прутках идет в основном арматура классов А-III и А-VI - стержни периодического профиля Ж10-40 мм. Горячекатаная арматура производится обычно мерной длины 6,8- 11,2 м. Встречаются заказы с длиной стержней до 25 м. Свариваемая горячекатаная арматура по ГОСТ 5781 поставляется также немерной - от 3 до 9 м, которая затем сваривается потребителями на стыкосварочных станках. Термомеханически упрочненная арматура по ГОСТ 10884 не сваривается, однако уже появляются публикации по использованию технологии стыковки немерной арматуры с помощью запрессовки арматурных стержней в специальные трубы.

В последнее время заводы редко производят арматуру класса A-I по ГОСТ 5781, вместо этого катают круглый профиль по ГОСТ 535, который как строительная арматура не может быть использован.
Основным нормативным документом на производимую арматуру в Республике Беларусь являются технические условия. Для гладкой арматуры класса А240 диаметром 5,5-12 мм в мотках - ТУ РБ 400074854.031-2000 и для арматуры диаметром 5,5-7,1 мм класса А500С - ТУ РБ 400074854.047-2000. Горячекатаный и термически упрочненный прокат периодического профиля в стержнях диаметром от 9,53 мм до 32,26 мм класса А300-А400 поставляется по ТУ РБ 400074854. 051-2001, термически упрочненный прокат периодического профиля в стержнях размером от №10 до №25 классов Ат800 и Ат1200 - по ТУ 14-1-5434-2001. Горячекатаный прокат серповидного периодического профиля в стержнях размером от №10 до №40 из углеродистых и низколегированных марок сталей поставляется по ТУ 14-1-545302992.

Поставка арматуры производства РУП БМЗ на рынки СНГ и в дальнее зарубежье осуществляется по СТО АСЧМ 7-93 и нормативным документам страны-потребителя. Арматурная продукция РУП БМЗ сертифицирована по национальным стандартам России, Польши и большинства стран ЕС. Значительное количество арматуры поставляется на внешний рынок в соответствии с требованиями Евронорм ENV 10080.1995, ISO 6934-1.1990, ISO 6935-2.1990, стандартов Великобритании BS 4449-97, Германии DIN 448.1984, США ASTM A722-90, ASTM A706/ A706M0-90 и ACI 439, 4R-89.
Общая тенденция предприятий-производителей арматуры - попытка унификации требований и создание свариваемых арматурных сталей класса А400С и А500С с содержанием углерода не более 0,22%, получаемых путем термомеханического упрочнения. Оправданным, по мнению НИИЖБ России, является производство арматуры легированием хромом и с микролегированием ванадием и бором.
Следует отметить, что РУП БМЗ совместно с НИИЖБ еще в бытность СССР первым начал унификацию и производство арматуры класса А500С. По заказам строительных предприятий выпускались и опытные партии арматуры длиной 24,2 м. С увеличением доли монолитного домостроения эта арматура пользуется возрастающим спросом.
 Все вышеперечисленное относится к арматуре, производимой на металлургических предприятиях способом горячей прокатки с последующим охлаждением на воздухе или термическим упрочнением в трассе водяного охлаждения. Бунтовой прокат диаметром 6-8 мм является сегодня дефицитной продукцией у строителей, так как производится на металлургических предприятиях в малых количествах из-за пониженной рентабельности в сравнении с арматурой больших диаметров. Практически отсутствует на строительных рынках арматура диаметром 6 мм.
Все вышеперечисленное относится к арматуре, производимой на металлургических предприятиях способом горячей прокатки с последующим охлаждением на воздухе или термическим упрочнением в трассе водяного охлаждения. Бунтовой прокат диаметром 6-8 мм является сегодня дефицитной продукцией у строителей, так как производится на металлургических предприятиях в малых количествах из-за пониженной рентабельности в сравнении с арматурой больших диаметров. Практически отсутствует на строительных рынках арматура диаметром 6 мм.
В Европе сегодня просматривается тенденция на увеличение объема выпуска холоднодеформированной арматуры диаметром до 20 мм в бунтах. Она имеет более высокие прочностные свойства и коррозионную стойкость, выгодно отличаясь от горячекатаной и по внешнему товарному виду. Основным нормативным документом является DIN 488. Арматура выполняется в виде круглого в сечении профиля с нанесенным трехсторонним рифлением по периметру сечения и в основном производится в трехвалковых клетях фирм "Koche", "GSG" по схеме, приведенной на рис. 4.
В СНГ холоднодеформированная арматура с трехсторонним профилем диаметром 6-10 мм выпускается в очень малых объемах по техническим условиям предприятия-производителя. В России есть несколько производителей арматуры этого вида по своим техническим условиям, например ТУ 14-1-5372-99 "Сталь холоднодеформированная периодического профиля для армирования железобетонных конструкций". Орловский сталепрокатный завод в свое время выпускал арматуру с четырехсторонним профилем по ТУ 14- 170-217-94 "Холоднодеформированная с четырехсторонним периодическим профилем для армирования железобетонных конструкций". Подобная арматура в настоящее время освоена в Челябинске и Магнитогорске. Кроме вышеперечисленных, на строительном рынке периодически появляются внешне разнообразные виды холоднодеформированной арматуры (рис. 5).
Характерной особенностью данных изделий, производимых в России, является пониженное значение относительного удлинения s10 не более 6%. Это связано в основном с явлением наклепа и последеформационного старения.
В Беларуси производство холоднодеформированной арматуры начато ООО "Строительные ресурсы". Первоначально был освоен витой арматурный профиль по патенту № 361 BY от 22.01.2001 г. (см. рис. 6), который хорошо показал себя взамен арматурной проволоки ВР-1 диаметром 4-5 мм по ГОСТ 6727-80. Затем двухсторонний арматурный профиль по патенту № 612 BY от 04.12.2001 г., практически не отличающийся по внешнему виду от привычного для строительных организаций двустороннего серповидного профиля по СТО СЧМ 7-93. На его основе разработаны и внедрены технические условия ТУ РБ 190266671.001-2002, внесенные в строительные нормы РБ "Бетонные и железобетонные конструкции" (СНБ 5.03.01-02, Минск, 2003, Министерство архитектуры и строительства, РУП "Стройтехнорм", с.139).
Для холоднодеформированной арматуры диаметром 6-8 мм по этим техническим условиям характерно обеспечение достаточно высокого относительного удлинения. При норме s5 = 6% по ТУ РБ 190266671.001-2002 фактическое его значение обеспечивается в пределах 13-15% без потери пластических свойств после вылеживания бунта арматуры в течение 15-20 дней. Этот результат получен за счет новых технических решений при обработке металла после его деформации и перед намоткой на катушку.
В заключение следует упомянуть используемую строителями для производства кладочной сетки арматурную проволоку ВР-1 диаметром 3-5 мм по ГОСТ 6727-80 и высокопрочную арматуру по ГОСТ 7348-81 "Проволока из углеродистой стали для армирования предварительно напряженных железобетонных конструкций" для струнобетонов и железнодорожных шпал. Если проволока ВР-1 производится из обычной низкоуглеродистой стали по ГОСТ 380, то высокопрочная арматурная проволока производится из высокоуглеродистой стали Ст.75-85 по ГОСТ 14959. Такая сталь обеспечивает номинальное временное сопротивление в пределах 1470-1780 Н/мм2 в готовом профиле диаметром 3-8 мм. В настоящее время эта арматура в Беларуси не производится и закупается в России, хотя по химическому составу она соответствует катанке для металлокорда и РМЛ, которую выпускает РУП "Белорусский металлургический завод". К сожалению, несмотря на возможность изготовления такой катанки, организовать производство высокопрочной арматуры в настоящее время не представляется возможным, так как кроме специального деформирующего инструмента и оборудования для рихтовки и намотки готовой арматуры необходимы агрегаты для патентирования катанки перед деформацией и отпуска арматурной проволоки перед смоткой.
Технология производства высокопрочной арматуры принципиально разработана, причем без традиционного патентирования, специалистами ООО "Строительные ресурсы", но по организационным причинам пока не реализована на практике.
